鉄鋼業界 / 非鉄業界
連鋳制御システム
連続鋳造設備(連鋳)の主要制御(鋳型レベル・冷却水・スプレー・TD重量・引抜速度)の汎用機化
近年の汎用機(PLC・FAPC)の性能向上・堅牢性深化も相まって、大手重電専用機器同等の連鋳主要制御システムの構築が可能となり、更新実施となりました。
お客様情報
某社 様
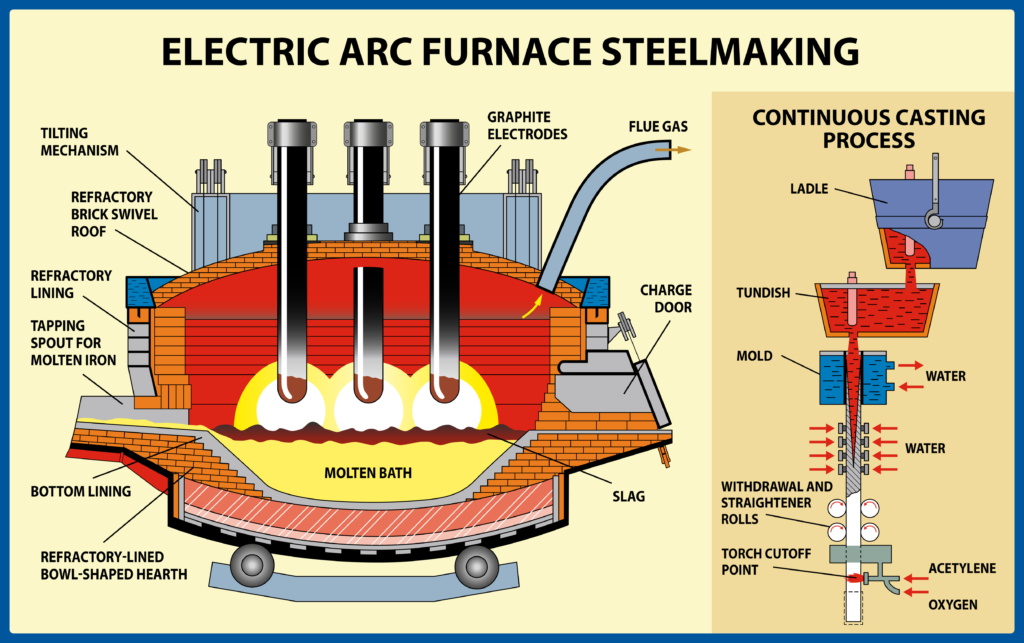
電気炉による溶鋼精製を行い建材、棒鋼・線材などを製造しています。
プロジェクトの背景
専用システム同等性能を保有する汎用機化更新
同等性能を保有する汎用機(PLC・FAPC)により専用機器特有のランニングコスト(メーカー依存型定期保守・保証)を大幅に削減することが可能となります。
コスト削減により需要家のニーズに応じるための設備投資(設備・機能改造)が実現可能であり、かつ汎用機特融の内製(自製)化が安価に実現可能となります。
ご提供内容

連鋳鋳型(モールド)レベル制御の汎用機化
鋳造開始・再開始機能の自動制御化(オートスタート・オートリスタート)ならびに安定性が求められる定常部の鋳型(モールド)レベル制御機能を制御装置・HMI含めすべて汎用機で実現しました。
引抜速度によるレベル一定制御または、引抜速度一定時のストッパーやスライディングノズルによるレベル一定制御、鋳造継続困難な場合の非常停止機能もニーズに合わせ実装実現しました。
鋳型冷却水流量・鋳片スプレー流量制御の汎用機化
鋳型温度を一定にする鋳型冷却水流量制御や引抜速度に応じた鋳片スプレー流量設定変更制御もすべて汎用機で実現しました。
鋳造鋼種・状況(引抜速度・継ぎ目)を捉えた鋳片スプレー流量制御の設定自動変更(緩冷却・強冷却)により省エネルギー化を実現しました。
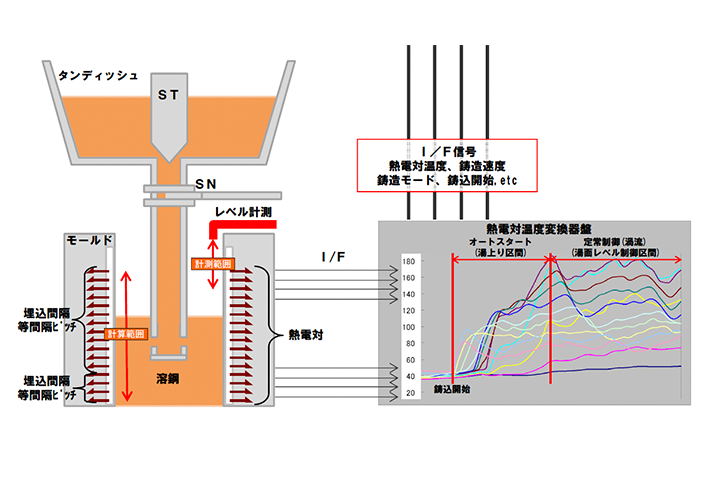
鋳型熱電対温度による鋳型深部の推定湯上り状況の可視化
一般的な渦電流式専用センサーでは見えない鋳型深部の状況を鋳型銅板の熱電対温度変化をもとにレベル信号化し鋳造開始・再開始の成功率向上に寄与させる制御装置・HMIをすべて汎用機で実現しました。
鋳型の湯上り状況を逐次制御することで最も不安定な鋳造開始直後の鋳片引抜の安定化を実現しました。
得られた成果

同等性能を保有する汎用機(PLC・PC)への更新による安価システムの提案および保守コスト削減の実現
専用機であれば設備停止を行い、多額の予算を準備して一括で更新を行う必要がありましたが、汎用機化することで部分更新が容易になりました。
設備投資(設備・機能改造)などにより発生する改造が、汎用機を用いることで容易に可能となり、トータルコストを安価に抑えることができます。